Welding equipment

Personal Protection Equipment




Welding equipment


forge welding
Forge welding is a solid-state welding process[1] that joins two pieces of metal by heating them to a high temperature and then hammering them together.[2] The process is one of the simplest methods of joining metals and has been used since ancient times. Forge welding is versatile, being able to join a host of similar and dissimilar metals. With the invention of electrical and gas welding methods during the Industrial Revolution, forge welding has been largely replaced.
Forge welding between similar materials is caused by solid-state diffusion. This results in a weld that consists of only the welded materials without any fillers or bridging materials.
Forge welding between dissimilar materials is caused by the formation of a lower melting temperature eutectic between the materials. Due to this the weld is often stronger than the individual metals.
The temperature required to forge weld is typically 50 to 90 percent of the melting temperature. Steel welds at a lower temperature than iron. The metal may take on a glossy or wet appearance at the welding temperature. Care must be taken to avoid overheating the metal to the point that it gives off sparks from rapid oxidation (burning).

arc welding
Arc welding is a type of welding that uses a welding power supply to create an electric arc between an electrode and the base material to melt the metals at the welding point. They can use either direct (DC) or alternating (AC) current, and consumable or non-consumable electrodes. The welding region is usually protected by some type of shielding gas, vapor, or slag. Arc welding processes may be manual, semi-automatic, or fully automated. First developed in the late part of the 19th century, arc welding became commercially important in shipbuilding during the Second World War. Today it remains an important process for the fabrication of steel structures and vehicles.
gas welding
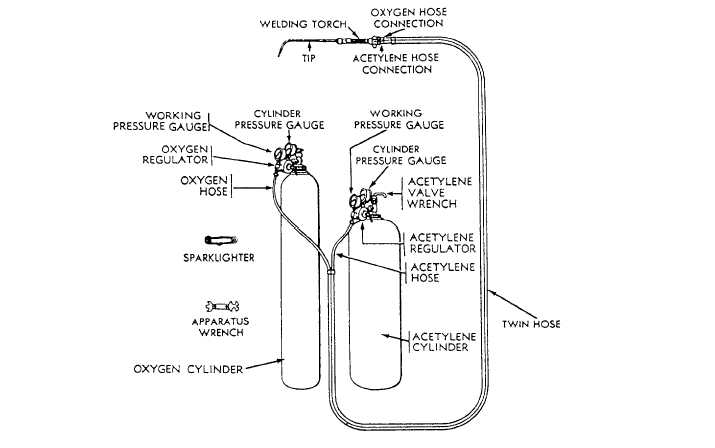
Oxy-fuel welding (commonly called oxyacetylene welding, oxy welding, or gas welding in the U.S.) and oxy-fuel cutting are processes that use fuel gases and oxygen to weld and cut metals, respectively. French engineers Edmond Fouché and Charles Picard became the first to develop oxygen-acetylene welding in 1903.[1] Pure oxygen, instead of air, is used to increase the flame temperature to allow localized melting of the workpiece material (e.g. steel) in a room environment. A common propane/air flame burns at about 2,000 °C (3,630 °F), a propane/oxygen flame burns at about 2,500 °C (4,530 °F), and an acetylene/oxygen flame burns at about 3,500 °C (6,330 °F).
Oxy-fuel is one of the oldest welding processes, besides forge welding. Still used in industry, in recent decades it has been less widely utilized in industrial applications as other specifically devised technologies have been adopted. It is still widely used for welding pipes and tubes, as well as repair work. It is also frequently well-suited, and favored, for fabricating some types of metal-based artwork. As well, oxy-fuel has an advantage over electric welding and cutting processes in situations where accessing electricity (e.g., via an extension cord or portable generator) would present difficulties; it is more self-contained, in this sense — hence "more portable".
In oxy-fuel welding, a welding torch is used to weld metals. Welding metal results when two pieces are heated to a temperature that produces a shared pool of molten metal. The molten pool is generally supplied with additional metal called filler. Filler material depends upon the metals to be welded.
In oxy-fuel cutting, a torch is used to heat metal to its kindling temperature. A stream of oxygen is then trained on the metal, burning it into a metal oxide that flows out of the kerf as slag.[2] Sometimes called a "Gas Axe".
Torches that do not mix fuel with oxygen (combining, instead, atmospheric air) are not considered oxy-fuel torches and can typically be identified by a single tank (Oxy-fuel cutting requires two isolated supplies, fuel and oxygen). Most metals cannot be melted with a single-tank torch. As such, single-tank torches are typically used only for soldering and brazing, rather than welding.
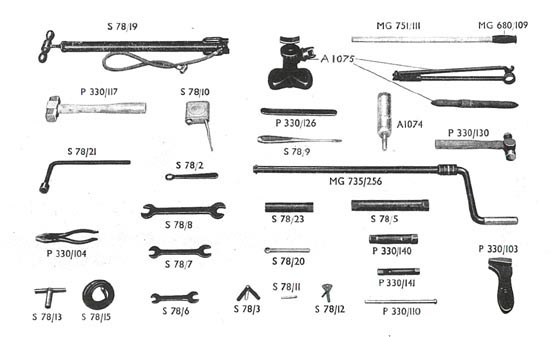
parts tools

kinds of materials for welding
Mild Steel
Welding mild steel is straightforward up to 18mm thick. Low hydrogen consumables and preheat might be necessary for thicker sections.

Engineering Steels
EN19, EN24/EN24T and EN8 are engineering steels specified for their high strength. Consumables and preheating are normally specified to prevent Hydrogen induced cracking.
Corten
A weathering steel which turns orange in time, special fillers are required for thicker section so the weld weathers like the plate.
Cast Iron
Cast iron is not very malliable and can crack with the thermal expansion and contraction of welding. Soft consumables are generally used to weld cast iron.
Weldox
High strength steels often used in the manufacture of digger buckets and skips. Consumables are chosen to match the strangth of the steel.

Cast and Manganese Steels
Casting is purely the means of creating the shape, same as forging and rolling. Therefore it could be any grade from dead mild steel to Stainless.
Hardox
This high hardness steel is normally found on the edges of digger buckets. Preheating is normally required to prevent cracking.
Wrought Iron
Widely used until the late 19th centuary, wrought iron is corrosion resistant and easy to work, but is not really suitable for welding due to slag layers.
Stainless Steel
Consumables are chosen to match or exceed the chromium content of the parent metal.
Hardfacing
A hard, abrasion resistant bead of weld used on exposed surfaces of digging and quarying machinary.
Chrome Moly
This corrosion resistant steel is widely used in power stations due to it's creep resistance, and pre and post heat are required for thick sections.
Hydrogen Embrittlement
The theory about why welds crack and why low hydrogen filler materials are specified for many thick or high strength steels.
types and kinds of metals
Class A metals are metals that form hard acids.[1] Hard acids are acids with relatively ionic bonds. These metals, such as iron, aluminum, titanium, sodium, calcium and the lanthanides, would rather bond with fluorine than iodine. They form stable products with hard bases, which are bases with ionic bonds. They target molecules such as phospholipids, nucleic acids and ATP.
Class B metals are metals that form soft acids.[2] Soft acids are acids with relatively covalent bonds. These metals, such as lead, gold, palladium, platinum, mercury and rhodium, would rather bond with iodine than fluorine. They form stable products with soft bases, which are bases with covalent bonds.
The IUPAC Gold Book [3] provides a more general definition of a class (a) metal ion, as "A metal ion that combines preferentially with ligands containing ligating atoms that are the lightest of their Periodic Group", and a class (b) metal as one that combines preferentially with ligands containing ligating atoms other than the lightest of their Periodic Group [1]
Welding is a fabrication or sculptural process that joins materials, usually metals or thermoplastics, by causing coalescence. This is often done bymelting the workpieces and adding a filler material to form a pool of molten material (the weld pool) that cools to become a strong joint, with pressuresometimes used in conjunction with heat, or by itself, to produce the weld. This is in contrast with soldering and brazing, which involve melting a lower-melting-point material between the workpieces to form a bond between them, without melting the work pieces.
Some of the best known welding methods include:
- Shielded metal arc welding (SMAW) - also known as "stick welding", uses an electrode that has flux, the protectant for the puddle, around it. The electrode holder holds the electrode as it slowly melts away. Slag protects the weld puddle from the outside world.
- Gas tungsten arc welding (GTAW) - also known as TIG (tungsten, inert gas), uses a non-consumable tungsten electrode to produce the weld. The weld area is protected from atmospheric contamination by an inert shielding gas such as Argon or Helium.
- Gas metal arc welding (GMAW) - commonly termed MIG (metal, inert gas), uses a wire feeding gun that feeds wire at an adjustable speed and sprays an argon-based shielding gas or a mix of argon and carbon dioxide (CO2) over the weld puddle to protect it from the outside world.
- Flux-cored arc welding (FCAW) - almost identical to MIG welding except it uses a special tubular wire filled with flux; it can be used with or without shielding gas, depending on the filler.
- Submerged arc welding (SAW) - uses an automatically fed consumable electrode and a blanket of granular fusible flux. The molten weld and the arc zone are protected from atmospheric contamination by being "submerged" under the flux blanket.
- Electroslag welding (ESW) - a highly productive, single pass welding process for thick (greater than 1 in/25 mm up to about 12 in/300 mm) materials in a vertical or close to vertical position.
Many different energy sources can be used for welding, including a gas flame, an electric arc, a laser, an electron beam, friction, and ultrasound. While often an industrial process, welding may be performed in many different environments, including in open air, under water, and in outer space. Welding is a potentially hazardous undertaking and precautions are required to avoid burns, electric shock, vision damage, inhalation of poisonous gases and fumes, and exposure to intense ultraviolet radiation.
Until the end of the 19th century, the only welding process was forge welding, which blacksmiths had used for centuries to join iron and steel by heating and hammering. Arc welding andoxyfuel welding were among the first processes to develop late in the century, and electric resistance welding followed soon after. Welding technology advanced quickly during the early 20th century as World War I and World War II drove the demand for reliable and inexpensive joining methods. Following the wars, several modern welding techniques were developed, including manual methods like SMAW, now one of the most popular welding methods, as well as semi-automatic and automatic processes such as GMAW, SAW, FCAW and ESW. Developments continued with the invention of laser beam welding, electron beam welding, magnetic pulse welding (MPW), and friction stir welding in the latter half of the century. Today, the science continues to advance. Robot welding is commonplace in industrial settings, and researchers continue to develop new welding methods and gain greater understanding of weld quality.